- TZ20005Mはその構成から刃物台はZ044MTLを使用することになるが,ご覧の通り小さく高さがあり,バイトを固定しておくのに不安を感じた
- φ7mm程度の真鍮やアルミ丸棒では特に問題はなかったのだが,今後は径の大きなワークや鉄を旋削するにはやはり不安がある
- 鉄製でしっかりしているのだが,メタルクロススライドへの固定に問題がある
- まず,固定の方法であるが,中心の貫通穴をスロット内のZ042MにM4キャップボルト1本で締結する.当然ボルト中心に回転しやすい
- また底面は25mmx25mmと小さく十分な摩擦力が得られるとは考えにくい
- 以上を踏まえて,以下の仕様を決めた

仕様,製作工程を考える
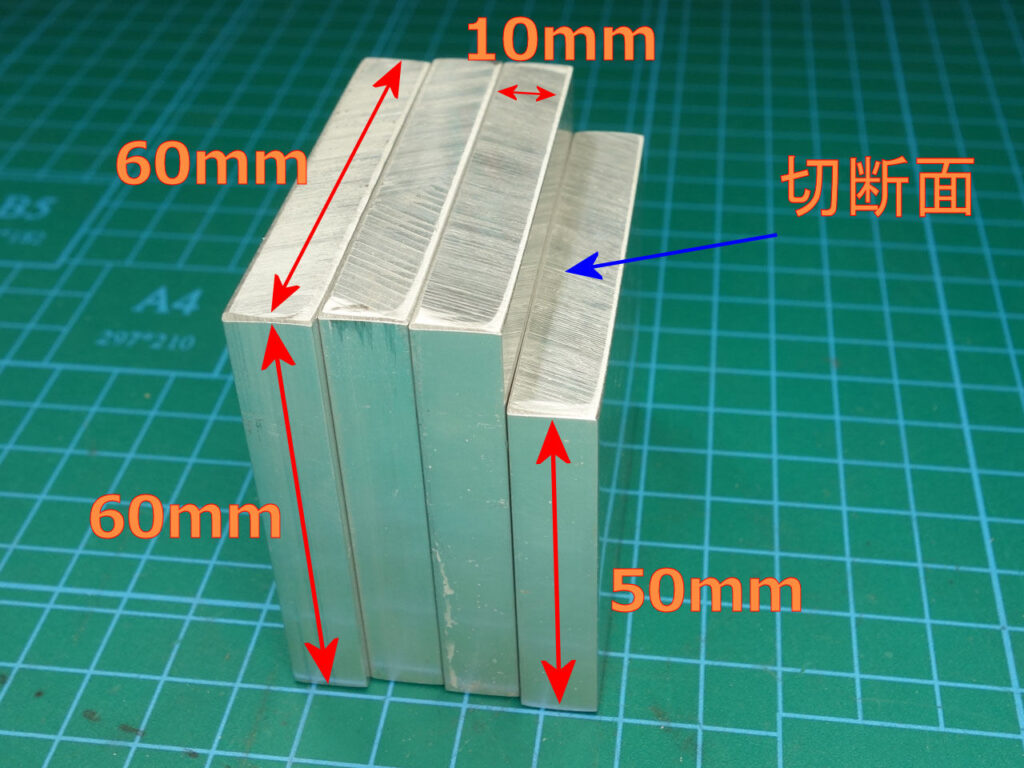
- メタルクロススライドは幅が50mmなので同じ幅とする
- 横山テクノさんで部材を調達するのだか”,長いアルミ板を切断してもらうのがコストパフォーマンス良好である
- 切断長指定は自由度が大きいのでまずは板材の幅を50mmのものに決定
- チャックの心高は50mmなのでバイトの先端の高さもそれにあわせるわけだが,低目に設定しスケイタで調整する事にする
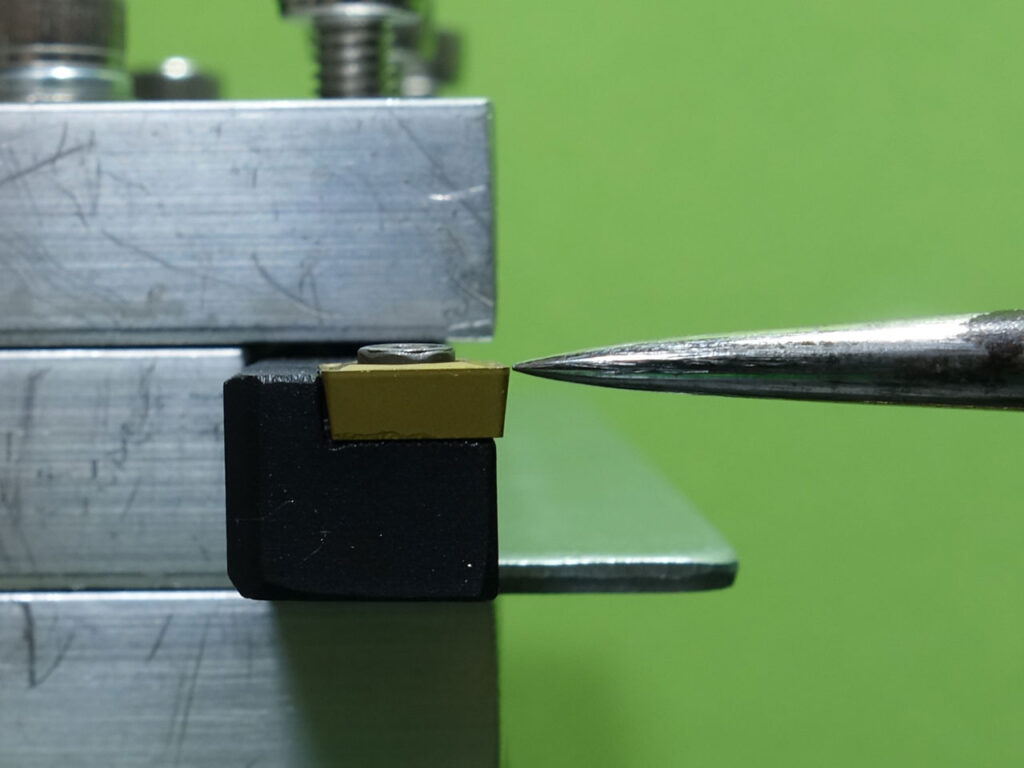
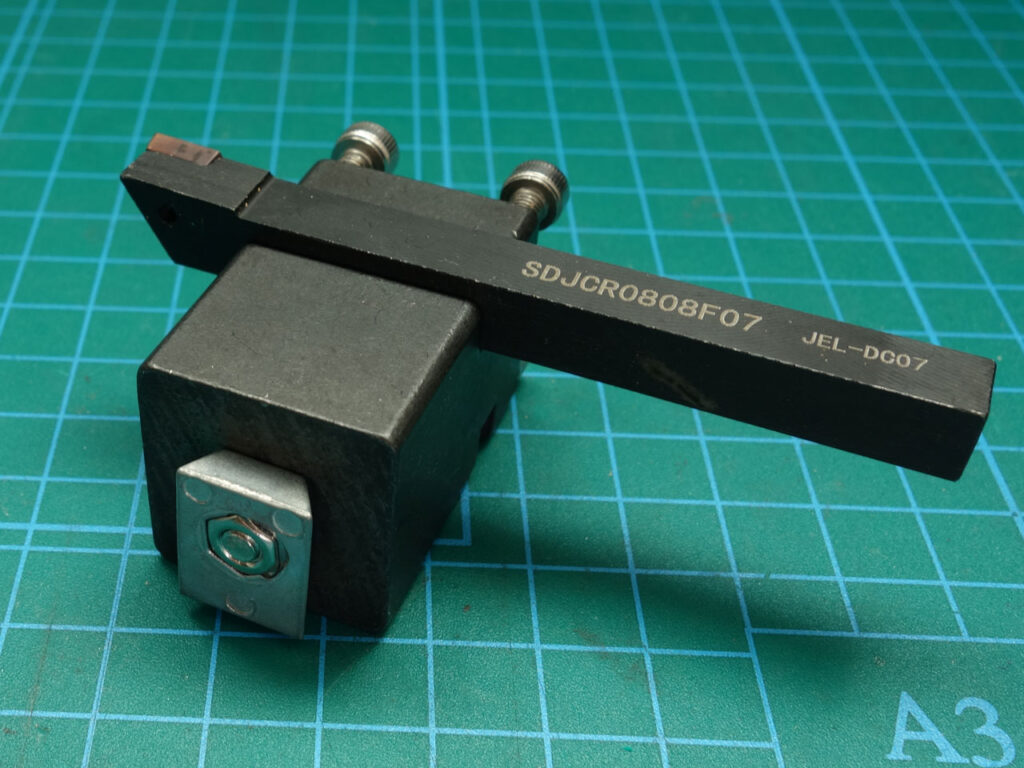
- 主に使用するバイトはスローアウェイバイトとし,ホルダーは8mmx8mmを使用する
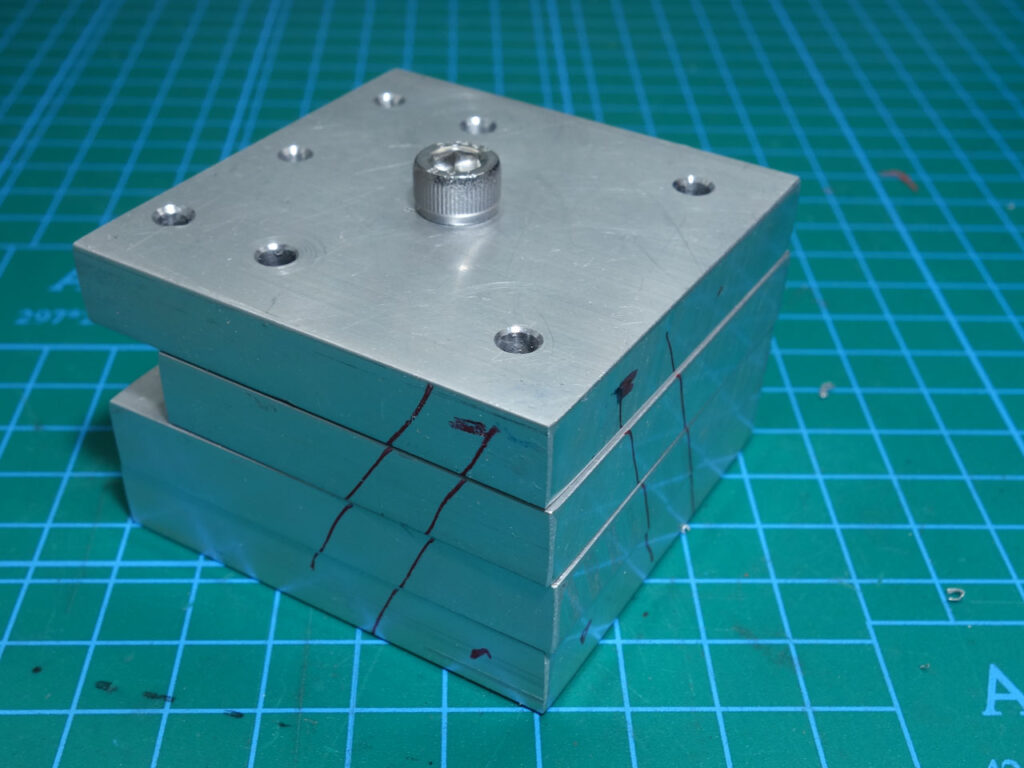
- そこで10mm厚アルミ板を3枚重ねてその上にバイトホルダーを置いて,アルミ板を更にその上・4層目を置いてバイトホルダー固定用のキャップボルトを設けることにした
- この状態だとバイトの先端高は48mmとなりスケイタでの調整が可能となる
- 将来的には,完成バイトも使ってみたいので,回転出来るよう中心にM6のボルトで4層のアルミ板を締結できるようにする
- 上層から3枚・3層は互いにM4のキャップボルトで固定する
- 最下層のアルミ板はスライドテーブルのスロット4ヵ所で締結する
材料の調達
- 横山テクノさんへWeb注文
- アルミ 平角棒 フラットバー A6063 生地材
FB10x60 長さ:60mm 数量:3 1,470円 長さ:50mm 数量:1 460円
小計:1,930円 送料・梱包費込:400円 ネコポス
合計金額:2,330円 税込 - 切断面はご覧の通りで,面取りしてある
最上部のケガキ,ポンチ穴加工
- 4枚のアルミ板の最上層に穴加工する位置をケガく
・センターφ6mm 穴用
・バイト固定用M4キャップボルト下穴用φ3.3mm×3か所
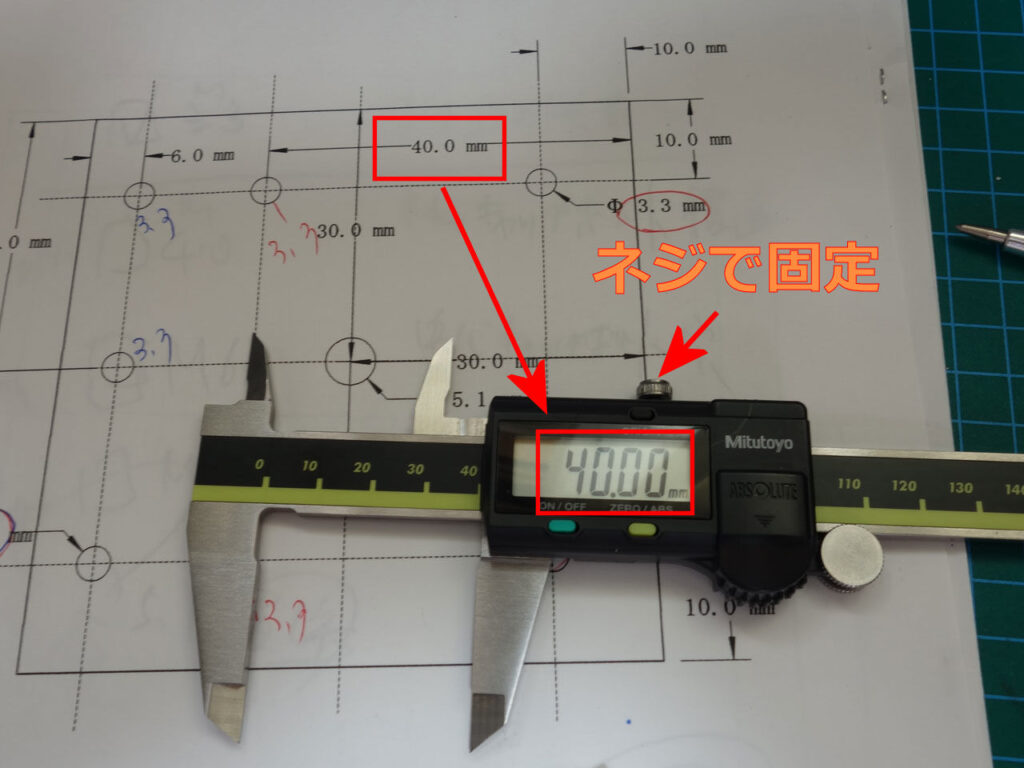
・上から3枚固定用M4キャップボルト下穴用φ3.3mm×4か所 - ケガキ位置は設計図の数値をノギスにセットしてジョーを使いアオニス上に軽くケガく
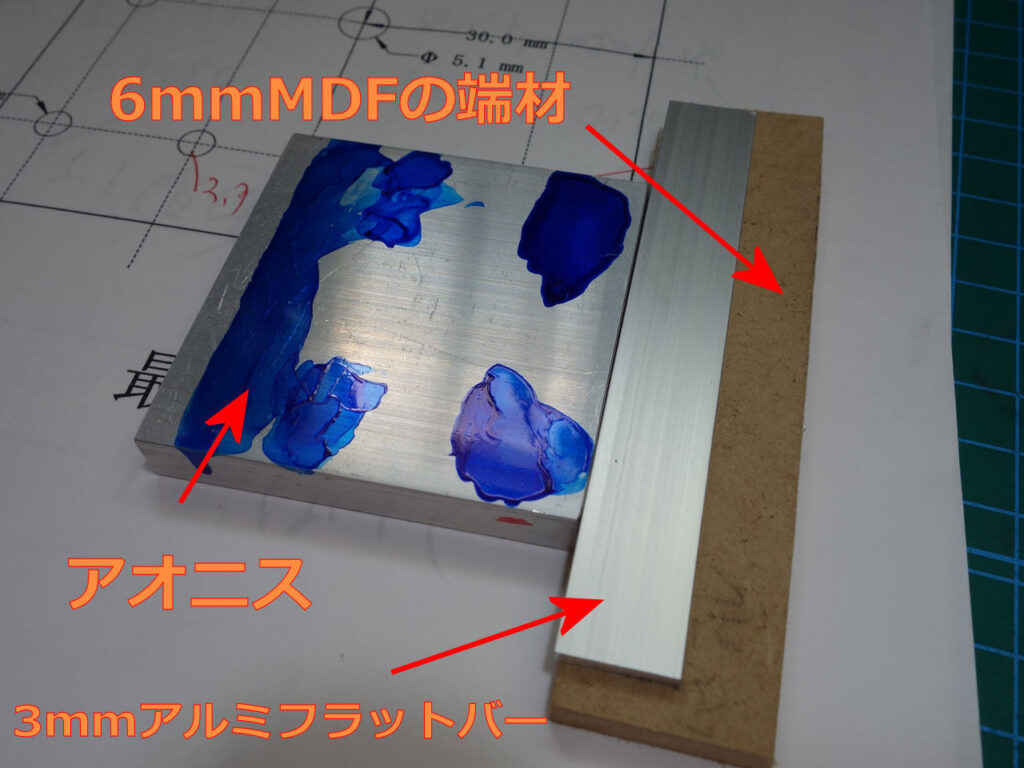
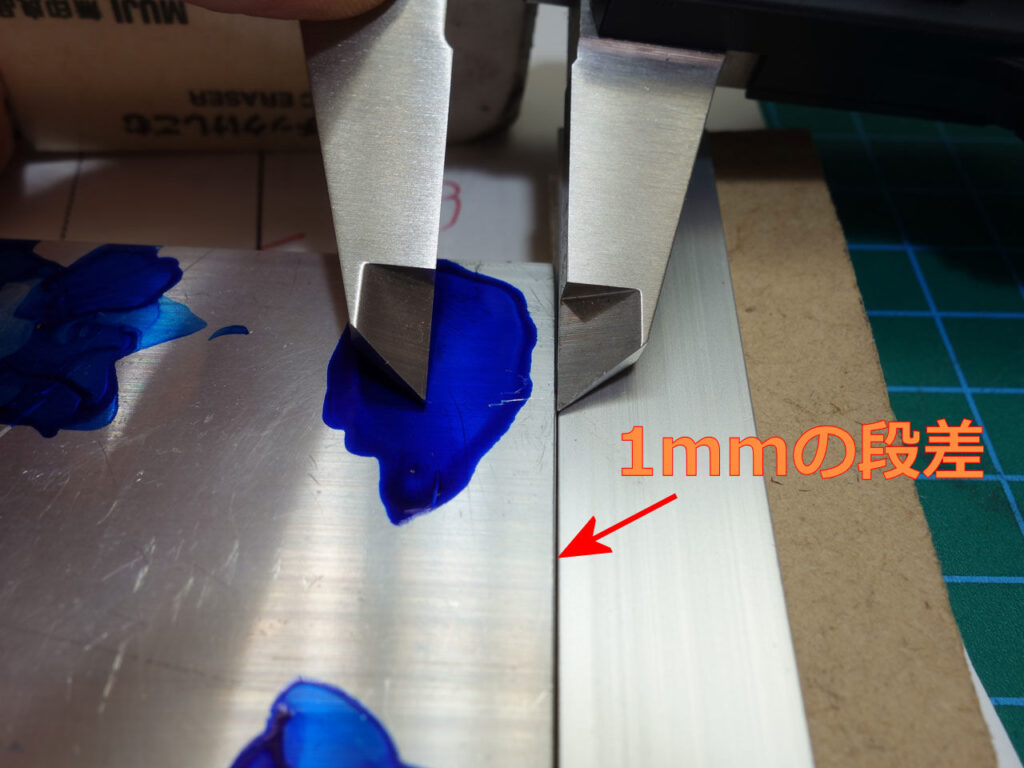
- ケガキ線を入れるジョーのもう一方のジョーはアルミ板にヘリに引っ掛けておくのだが,板厚が10mmなので下がってしまうため正確に間隔を保てない.そこで,ケガキ面から1mm下がったガイド面治具を作った.6mmのMDF板に両面テープで3mmアルミフラットバーを貼り付けたものである
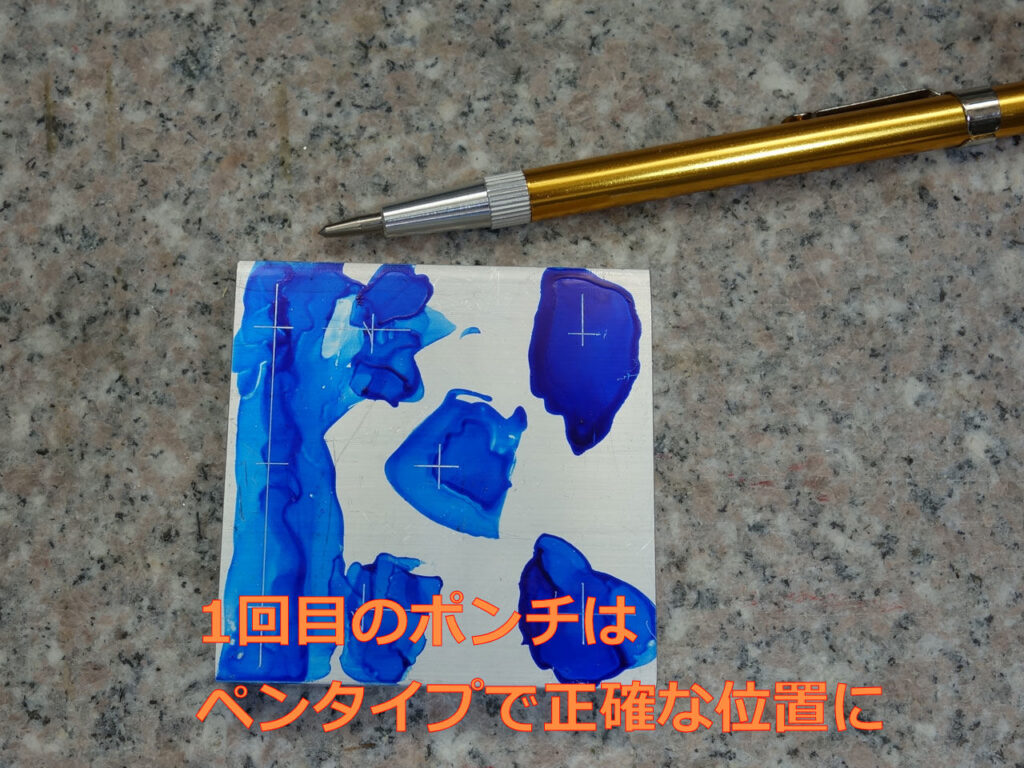
- できるだけ正確にポンチを打ちたいので,まずはペンタイプのオートポンチでマークする.先が細く見やすいのですごくやりやすい
- このままでは穴が小さく浅いので,普通サイズのオートポンチで追加工
これらの作業に使用したツールについてはAmazonで買えるおススメツールを紹介に紹介記事があります
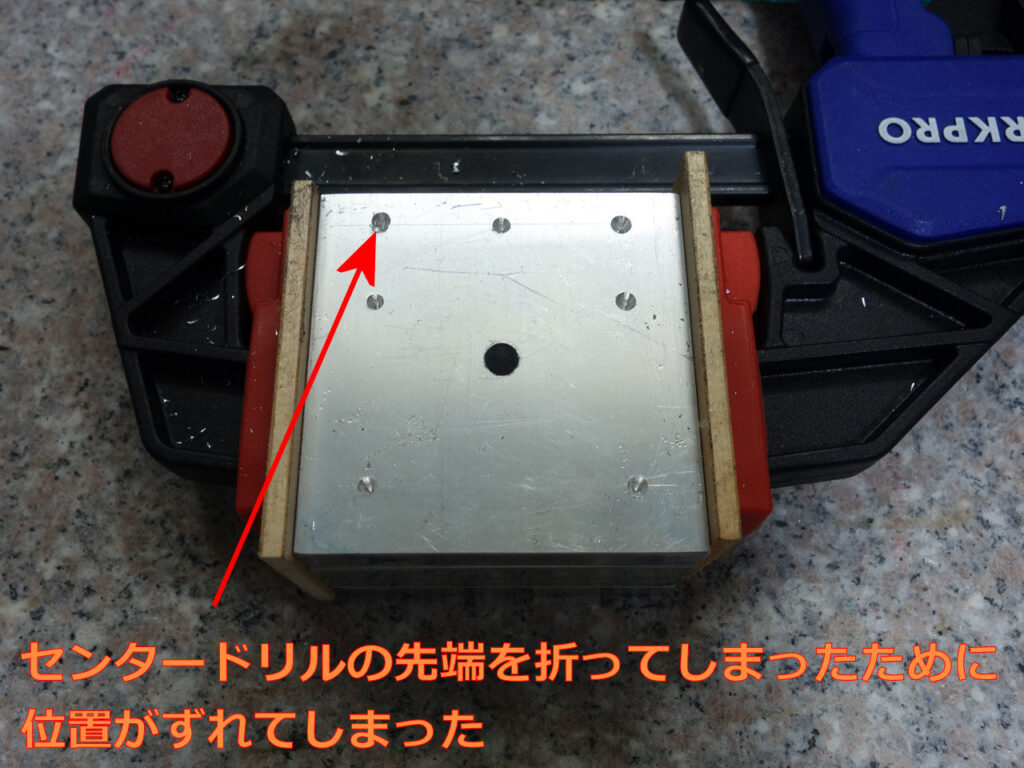
4枚を固定して,センターにM6キャップボルト用下穴を開ける
- まず最初に行う.ボルトを通せば4枚相互の位置関係を初期位置にリセットしやすくするためである
- この位置が基準となるため4枚貫通穴をあける
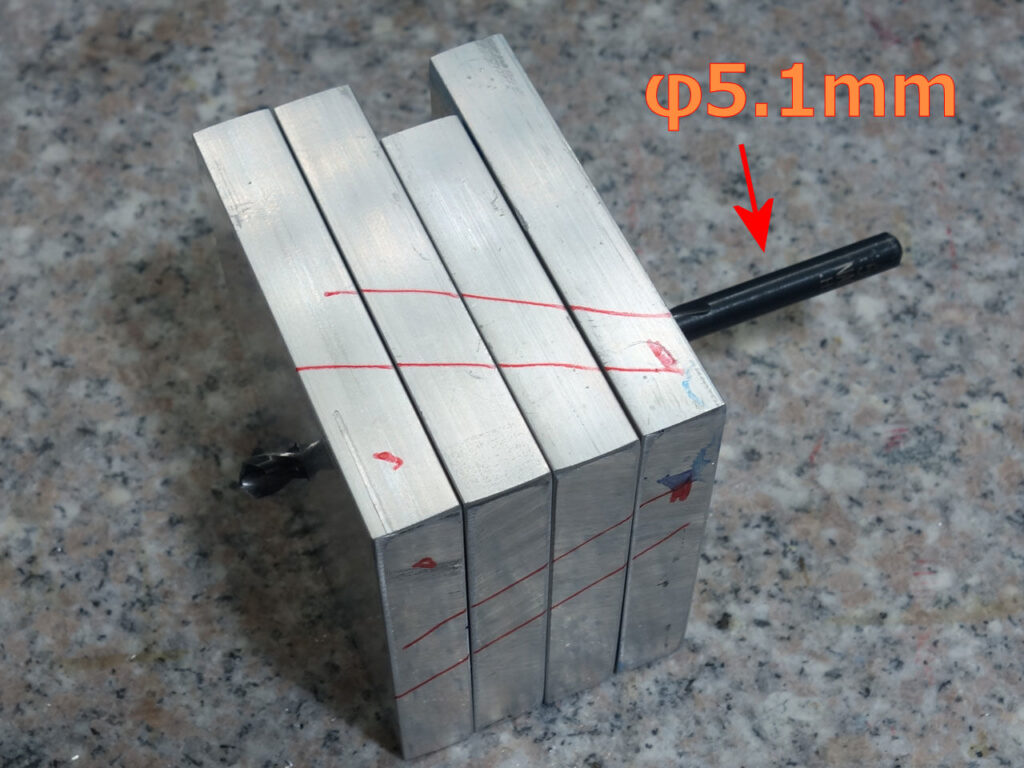
- 下穴はφ5.1mmのドリルを使用
- これはベースとなる最下部のアルミ板にM6のタップを切る際のサイズである
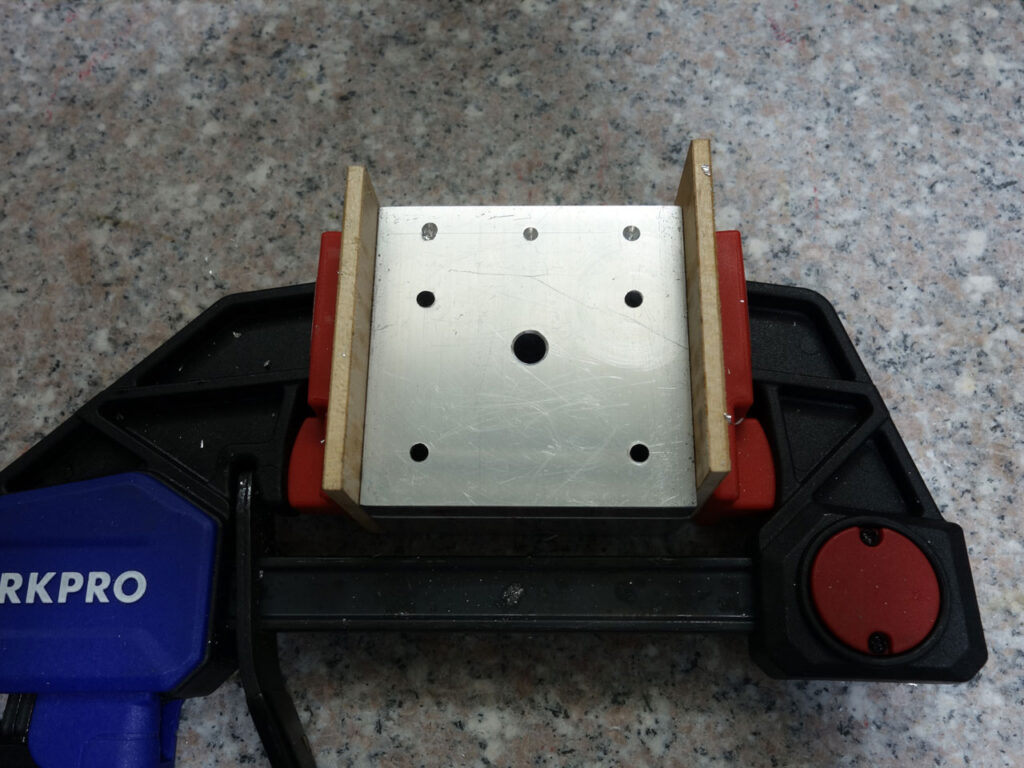
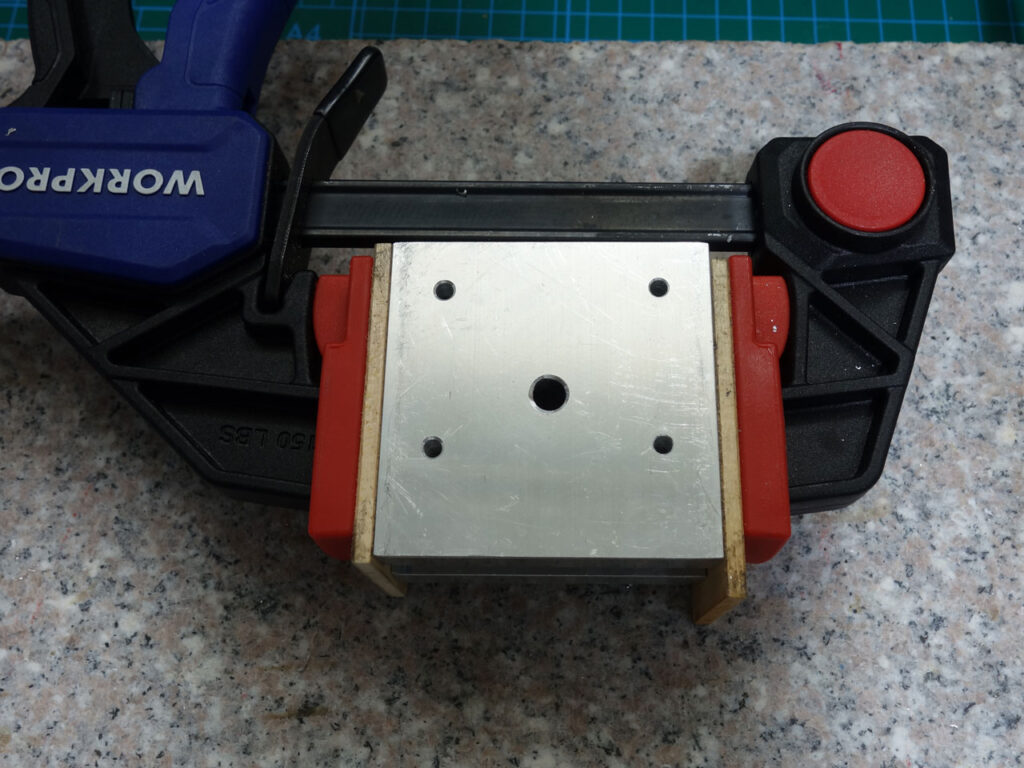
- 4枚を固定するのはバークランプを使うが,クランプのヘッドよりアルミ板の辺が長いのではみ出してしまう
- 滑らないようにMDFで抑えるための治具を作ったのだが,滑りやすいのでベニヤ板に変更した
- MDFやベニヤ板はDIYでよく使うマテリアルであるが,ちょっとした切断にはオルファ(OLFA) H型鋸 213Bが超おススメである
とにかくよく切れる.替え刃もあるが,いまだに替えていない.長持ちである - 使用したバークランプもなかなかいい.1回目の購入から3か月で,2度目の購入となった


上から3枚を固定して一組にして穴あけ加工する
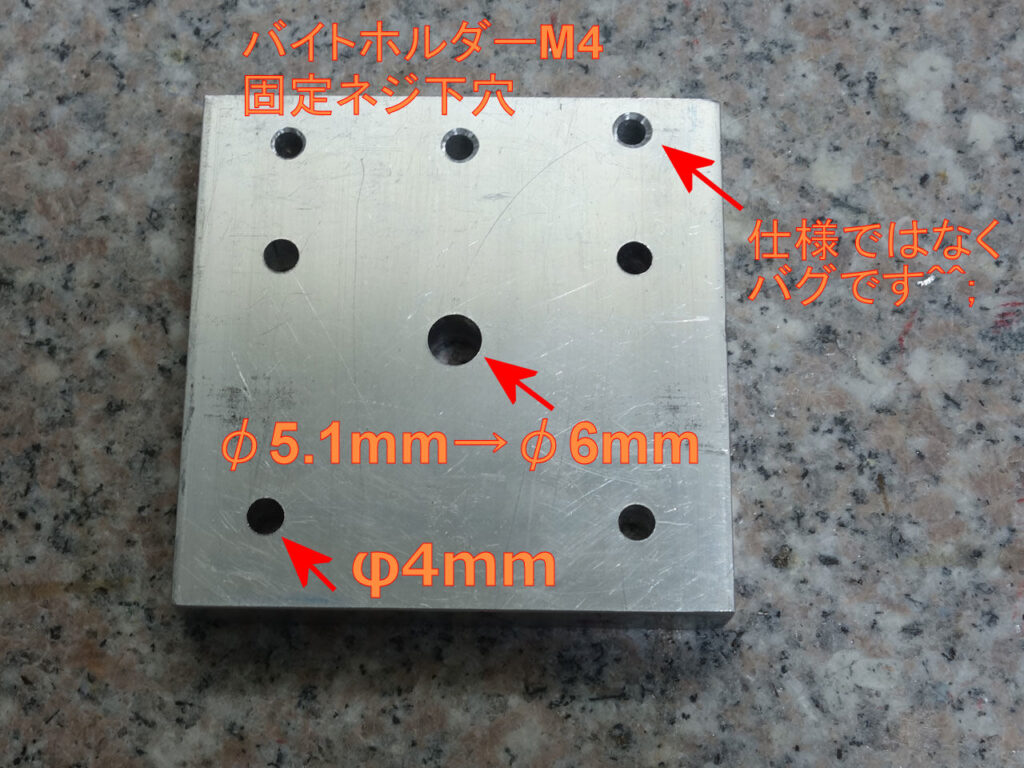
- 上から3枚を固定して下穴φ5.1mmをφ6mmに拡大する
- 上から3枚はM4キャップボルトで締結するので,そのための穴あけするのだが,上から3枚目にM4のタップを切るのでその下穴サイズのφ3.3mmで3枚貫通穴をあける
- その後3枚固定状態から,上から3枚目のみ分離する
- 分離された最下層のアルミ板のφ3.3mm下穴にM4のタップを切る
- 2枚固定されたままで分離した,上から2枚のアルミ板のφ3.3mm下穴をφ4mmに拡大する
- 一番上のアルミ板は,バイトホルダーを抑えるためのM4ビスのφ3.3mm下穴もあけておく
一番下のベースとなるアルミ板に穴あけ加工とタップ加工する
- ベースとなるアルミ板はメタルスライドテーブルヘ Z042Mを介して固定する
- ベースの上面には上部3枚組が置かれるため,皿穴加工を施したM4の穴あけを行う
- 穴皿は本来正確な加工が必要である.正確とは,少なくともネジ穴と皿穴が同心円となる必要があるという意味.ずれていると締め込んでいくにつれてネジは中心からずれていく
- 中心の一致だけでなく、皿穴の内斜面が対象に切削される必要がある.皿穴加工はできればやりたくなり
- そうも言っておれないので,ホームセンターで買っておいた,M4皿ネジ用トップマンの面取皿錐を使ってみた
- 結果はとても満足いくもので,皿穴の切削面もきれいでビスのおさまりも感動ものである.高いだけのことはある.いつか買うなら早いうちに買っておくのが吉である
- シャンクは6角シャンクなのでインパクトドライバーでも使用可能だが,やはり正確に加工するならボール盤での使用は必須である.ちなみに,ドリルの刃は切れなくなったら交換できる
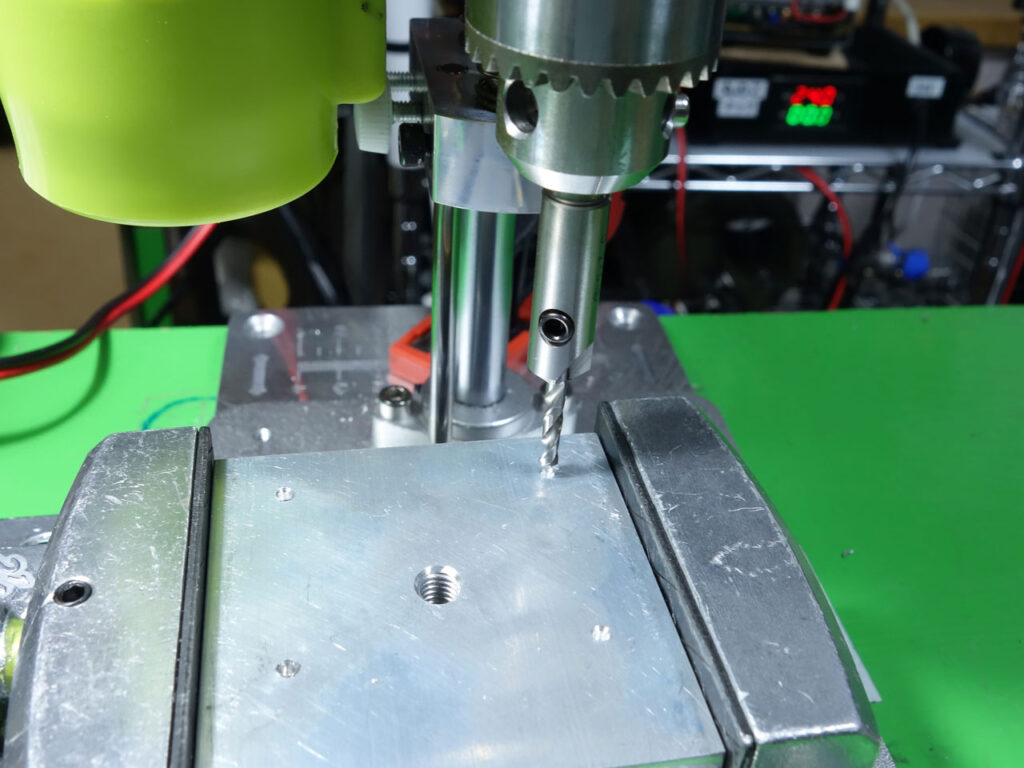
- センターの穴は上部の3枚組ブロックに貫通させた,M6キャップボルト用のタップを切る
- nanoボール盤(記事未完成)にくわえたM6タップの先端で切り込み,ここからはラチェット T型ハンドル タップドリルを使用し,貫通ネジ穴とした.


一番上のアルミ板に,バイトホルダー固定用のM4キャップボルトのタップを切る
- φ3.3mmの下穴に15mmのM4キャップボルト用のタップを切る
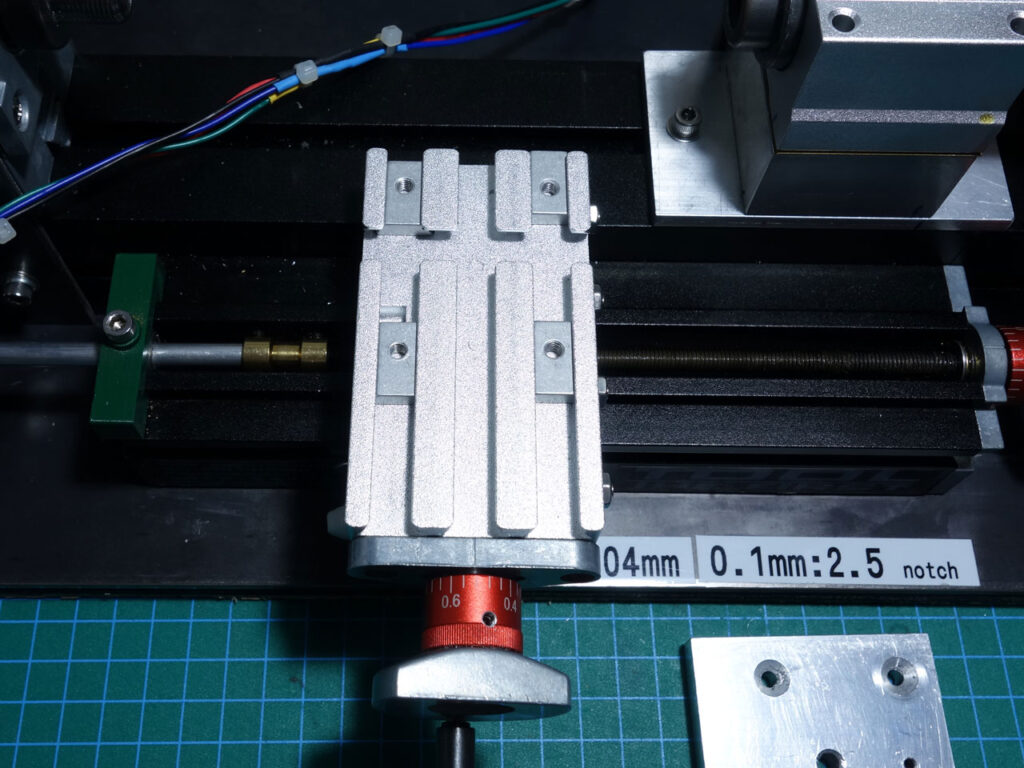
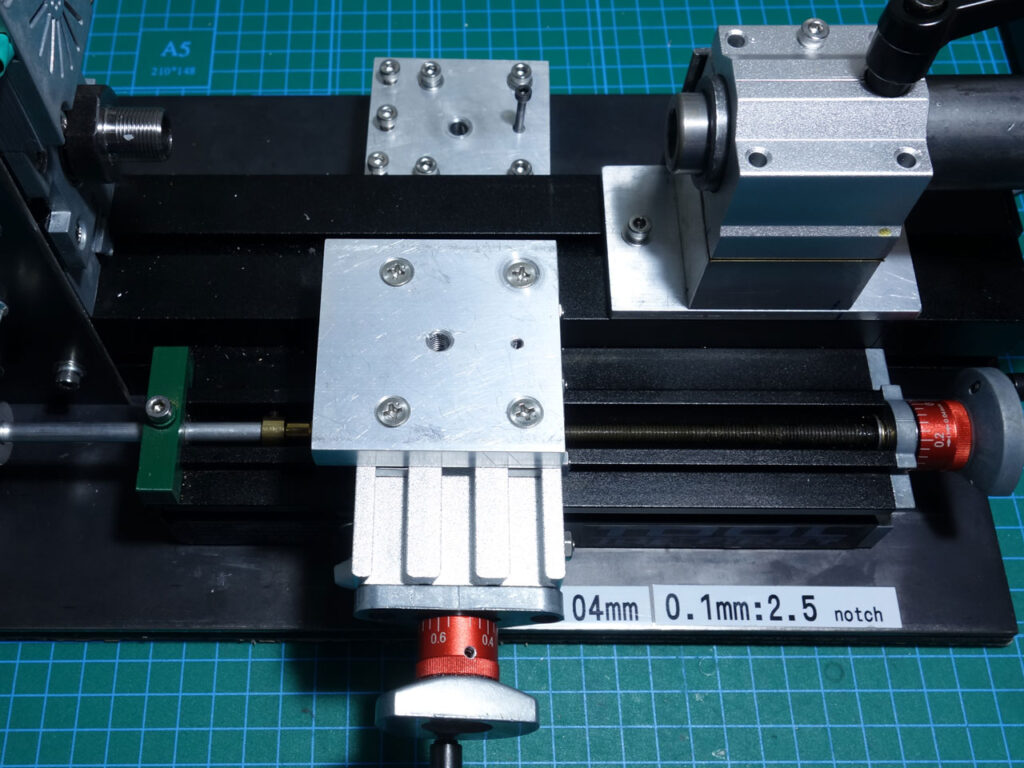
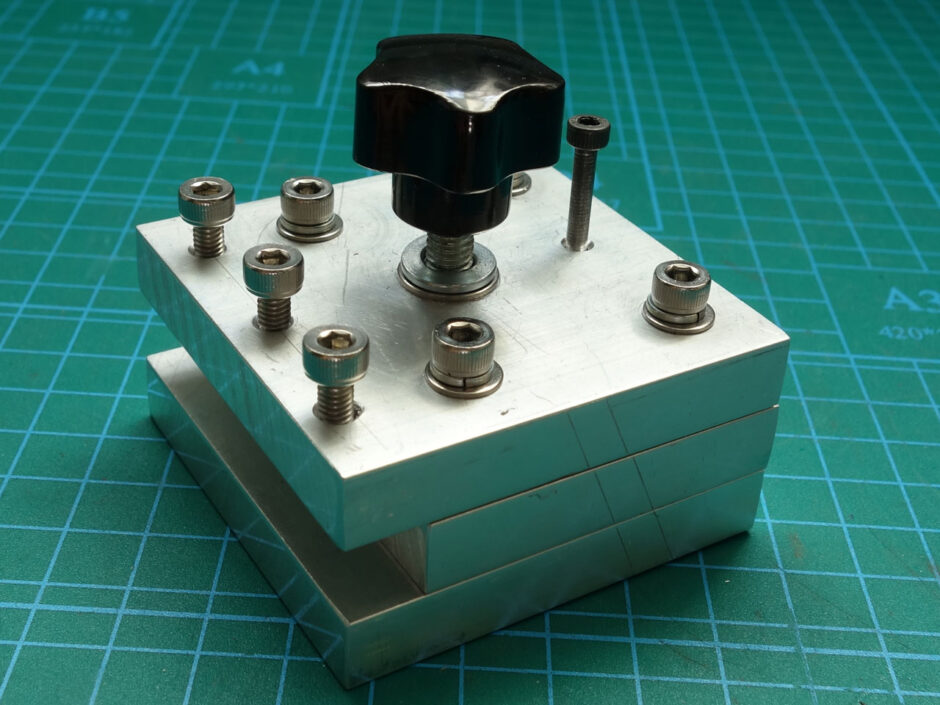
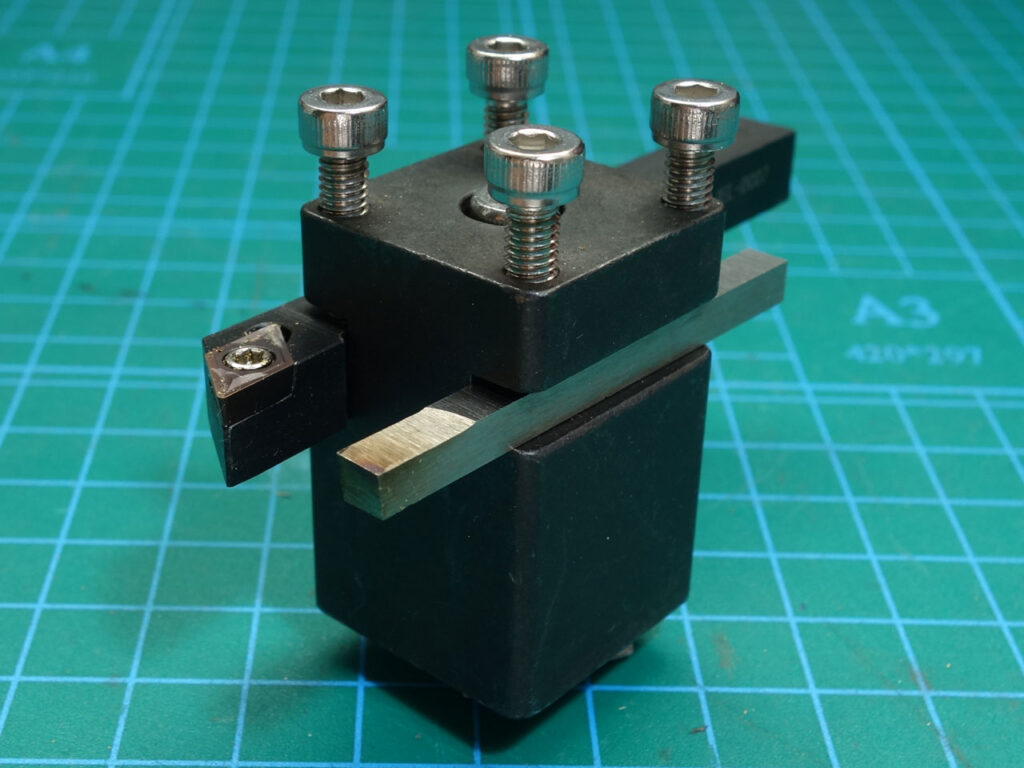
各パーツをM6キャップボルトで固定する
- 40mmのM6キャップボルトで各パーツを組み上げる.結構な重さとなった

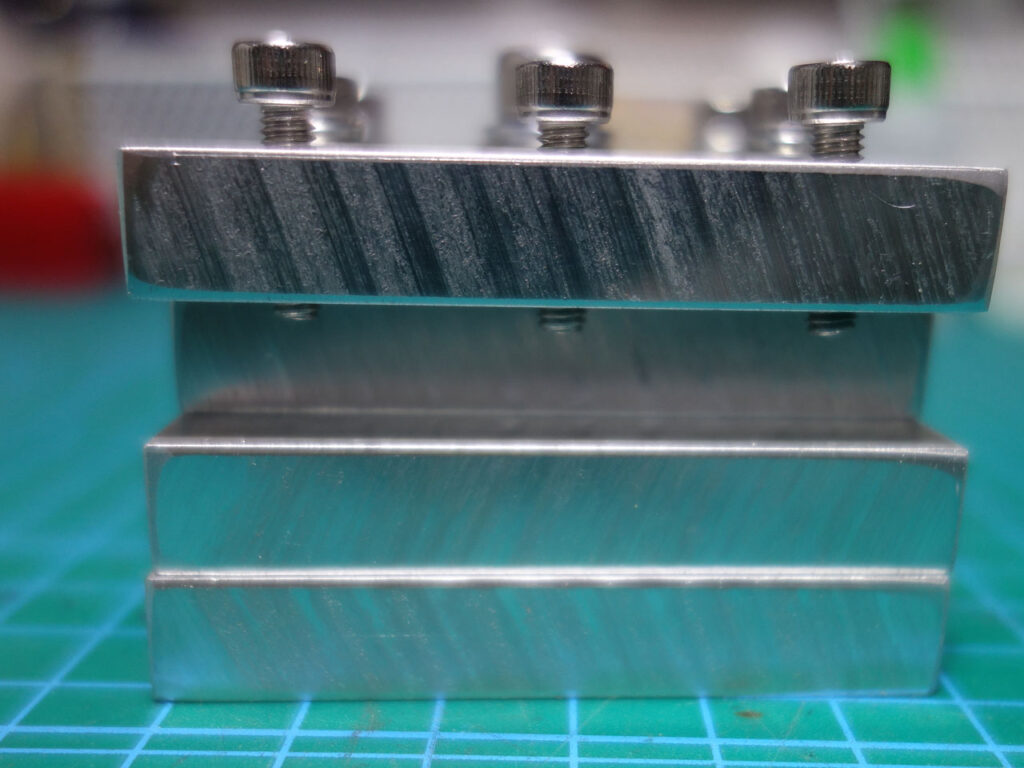

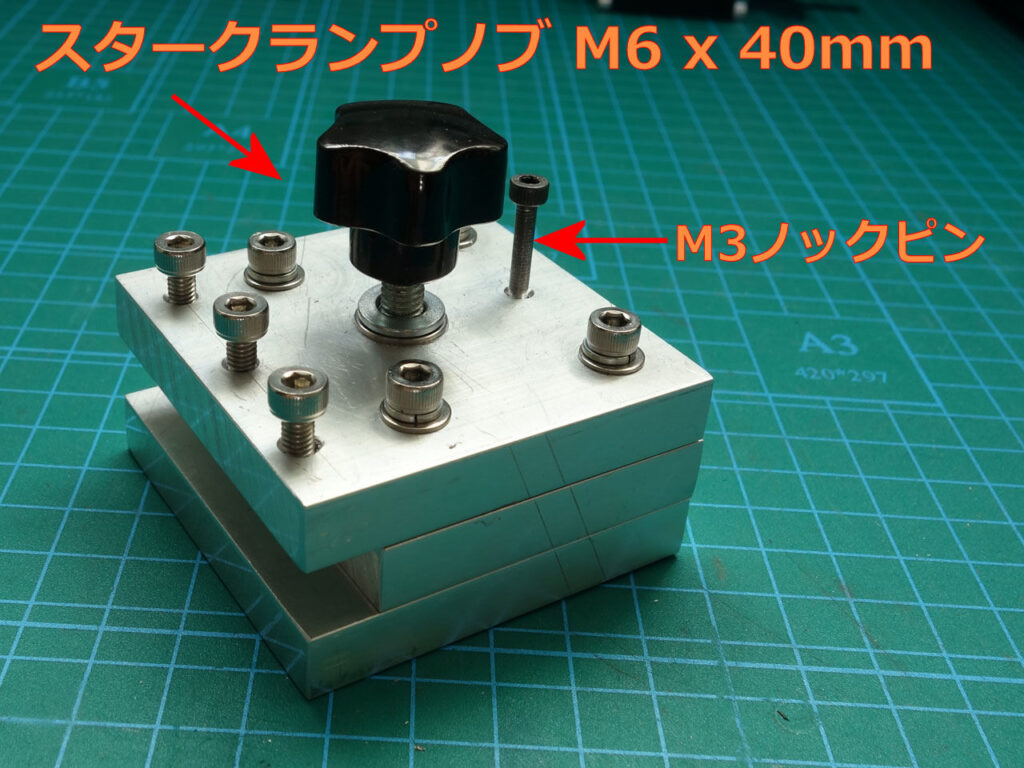
- M6キャップボルトを使う予定であったが,いちいちレンチが必要なのは面倒なので,Amazonでよさげなノブ付きボルトがあったのでそれを使うことにした
- ワッシャ&スプリングワッシャでゆるみ止めとした
- 見た目も使い勝手もよくなった
- 実際に組み上げた後で,M6キャップボルトを締めあげるとかなり締めないと回転してしまう
- 旋削中に動いてしまう心配があったのでノックピン役としてM3キャップボルトを4枚貫通させた
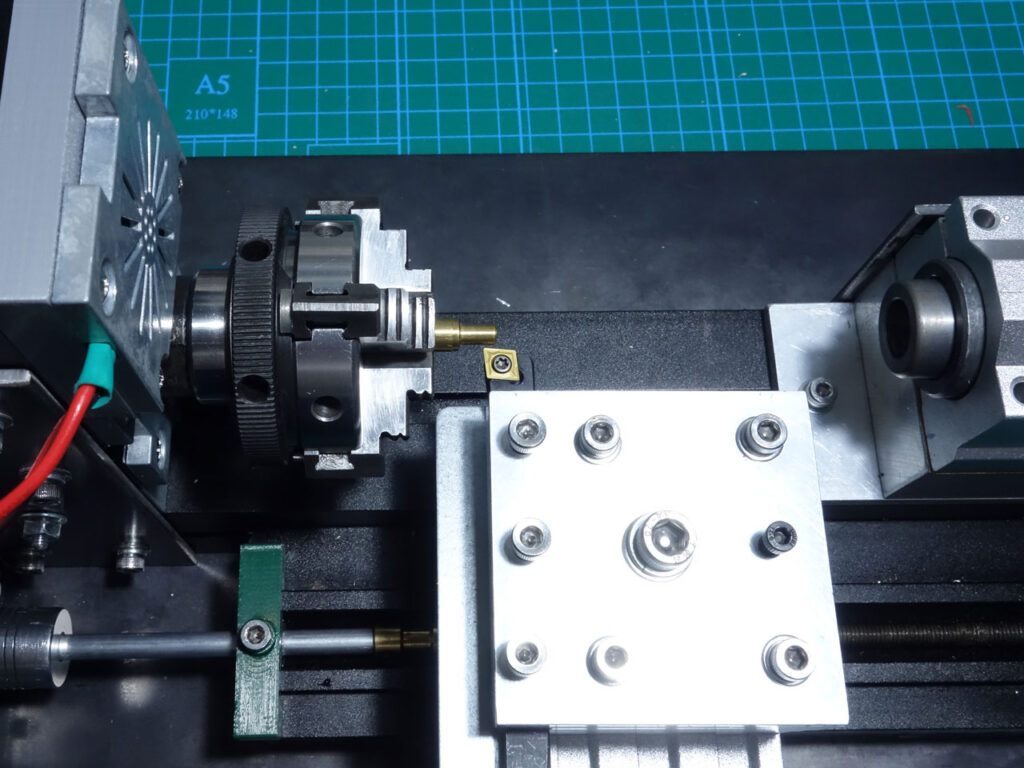
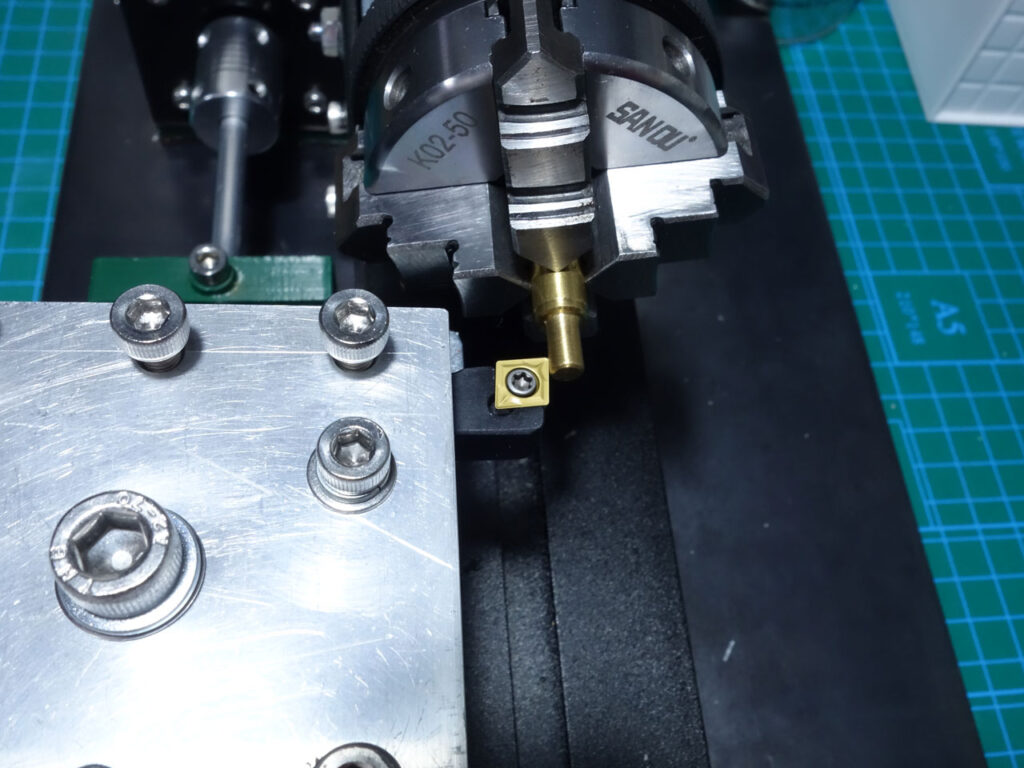
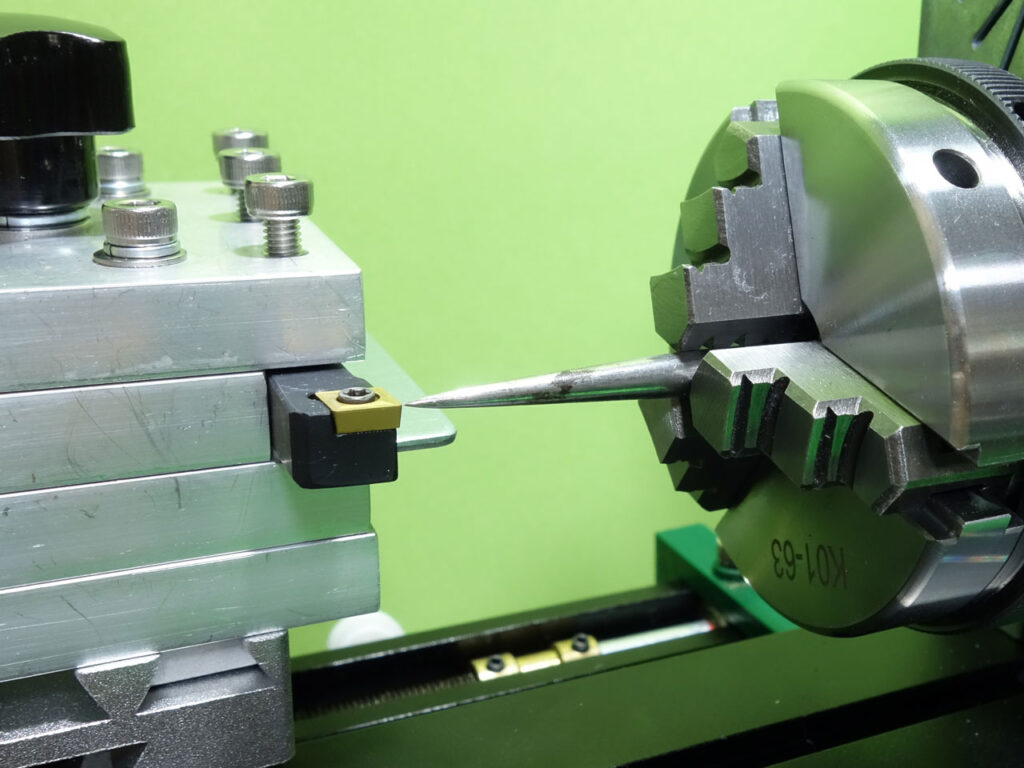
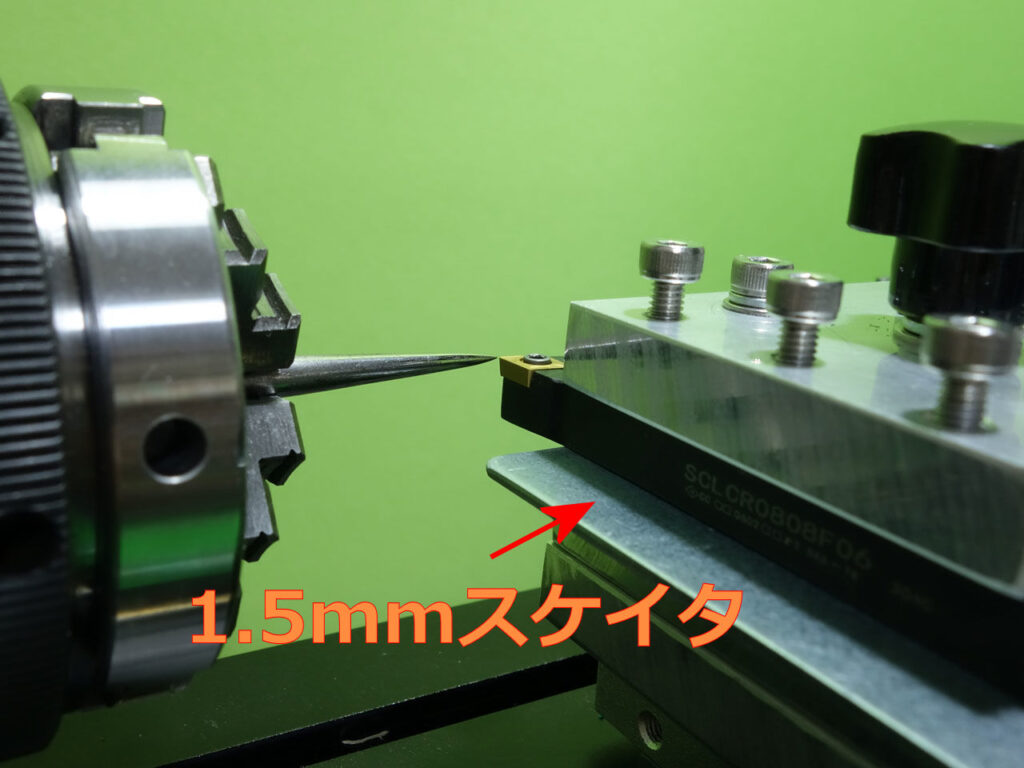
nano旋盤へインストールしてみた
- 心高をスケイタで調整したところ,1.5mmがベストであった
- スケイタはトラスコのものをAmazonで購入してあったので使ってみた
- 心押し台の調整にも使った.何かと便利なので購入しておくのが吉.薄いものは金切りばさみで容易にカットできる
- 1.5mmはアルミ板でこの厚みのものがあったので,購入して切り出して専用スケイタを作る予定
- 心高調整に使ったのは,トリミングを行ったK01-63にケガキ針をチャッキングした
- 主軸を回転させても,目視では確認できないほどにブレがなかった!